
1. सँडिंग बेल्टचे मूलभूत संरचनात्मक घटक:
सँडिंग बेल्ट साधारणपणे तीन मूलभूत घटकांनी बनलेले असतात: बेस मटेरियल, बाईंडर आणि अॅब्रेसिव्ह.
बेस मटेरियल: कापड बेस, पेपर बेस, कंपोझिट बेस.
बाईंडर: प्राणी गोंद, अर्ध-राळ, पूर्ण राळ, पाणी-प्रतिरोधक उत्पादने.
अपघर्षक: तपकिरी कोरंडम, सिलिकॉन कार्बाइड, झिरकोनियम कॉरंडम, सिरॅमिक्स, कॅलक्लाइंड, कृत्रिम हिरा.
संयुक्त पद्धत: सपाट सांधे, लॅप जॉइंट, बट जॉइंट.
2. सँडिंग बेल्टची वापर श्रेणी:
(1).पॅनेल प्रक्रिया उद्योग: कच्चे लाकूड, प्लायवुड, फायबरबोर्ड, पार्टिकल बोर्ड, वरवरचा भपका, फर्निचर, बांधकाम साहित्य आणि इतर;
(2).धातू प्रक्रिया उद्योग: नॉन-फेरस धातू, फेरस धातू,;
(3).सिरॅमिक्स, चामडे, फायबर, पेंट, प्लास्टिक आणि रबर उत्पादने, दगड आणि इतर उद्योग.
3. सँडिंग बेल्टची निवड:
सँडिंग बेल्ट योग्य आणि वाजवीपणे निवडणे म्हणजे केवळ चांगली ग्राइंडिंग कार्यक्षमता प्राप्त करणे नव्हे तर सँडिंग बेल्टच्या सेवा आयुष्याचा विचार करणे देखील आहे.सँडिंग बेल्ट निवडण्याचा मुख्य आधार म्हणजे ग्राइंडिंग परिस्थिती, जसे की ग्राइंडिंग वर्कपीसची वैशिष्ट्ये, ग्राइंडिंग मशीनची स्थिती, वर्कपीसची कार्यक्षमता आणि तांत्रिक आवश्यकता आणि उत्पादन कार्यक्षमता.दुसरीकडे, ते सँडिंग बेल्टच्या वैशिष्ट्यांमधून निवडले जाणे आवश्यक आहे.
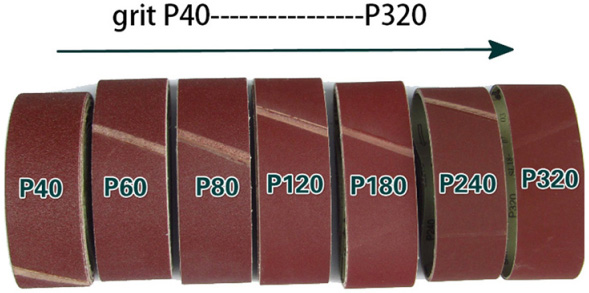
(1).धान्य आकार निवड:
साधारणपणे सांगायचे तर, घर्षण दाण्याच्या आकाराची निवड ग्राइंडिंग कार्यक्षमता आणि वर्कपीसच्या पृष्ठभागाची समाप्ती लक्षात घेऊन केली जाते.वेगवेगळ्या वर्कपीस मटेरियलसाठी, रफ ग्राइंडिंग, इंटरमीडिएट ग्राइंडिंग आणि बारीक ग्राइंडिंगसाठी सँडिंग बेल्टच्या धान्य आकाराच्या श्रेणी खालील तक्त्यामध्ये दर्शविल्या आहेत.
| वर्कपीस साहित्य | उग्र दळणे | मध्य पीसणे | बारीक दळणे | पीसण्याची पद्धत |
| पोलाद | 24-60 | 80-120 | 150-W40 | कोरडे आणि ओले |
| नॉन-फेरस धातू | 24-60 | 80-150 | 180-W50 | कोरडे आणि ओले |
| लाकूड | 36-80 | 100-150 | 180-240 | कोरडे |
| काच | 60-120 | 100-150 | 180-W40 | ओले |
| रंग | 80-150 | 180-240 | 280-W20 | कोरडे आणि ओले |
| लेदर | 46-60 | 80-150 | 180-W28 | कोरडे |
| रबर | 16-46 | 60-120 | 150-W40 | कोरडे |
| प्लास्टिक | 36-80 | 100-150 | 180-W40 | ओले |
| सिरॅमिक्स | 36-80 | 100-150 | 180-W40 | ओले |
| दगड | 36-80 | 100-150 | 180-W40 | ओले |
(२) .बाईंडर निवड:
वेगवेगळ्या बाइंडरनुसार, सँडिंग बेल्ट चार प्रकारांमध्ये विभागले जाऊ शकतात: प्राणी गोंद सँडिंग बेल्ट (सामान्यत: ड्राय सँडिंग बेल्ट्स म्हणून ओळखले जातात), सेमी-रेझिन सँडिंग बेल्ट, पूर्ण रेझिन सँडिंग बेल्ट आणि वॉटर-रेझिस्टंट सँडिंग बेल्ट.अर्जाची श्रेणी खालीलप्रमाणे आहे:
① अॅनिमल ग्लू बेल्ट स्वस्त आणि तयार करण्यास सोपे आहेत आणि ते प्रामुख्याने कमी-स्पीड ग्राइंडिंगसाठी योग्य आहेत.
② अर्ध-राळ सँडिंग बेल्ट खराब आर्द्रता प्रतिरोधकता आणि प्राणी गोंद सँडिंग बेल्टच्या उष्णता प्रतिरोधकतेचे तोटे सुधारते, बाँडिंग कार्यप्रदर्शन मोठ्या प्रमाणात सुधारते आणि जेव्हा किंमत थोडी वाढते तेव्हा ग्राइंडिंग कार्यप्रदर्शन दुप्पट होते.हे धातू आणि नॉन-मेटल ग्राइंडिंगमध्ये मोठ्या प्रमाणावर वापरले जाते, विशेषत: लाकूड आणि लेदर प्रक्रिया उद्योगात अधिक लोकप्रिय आहे.
③ ऑल-रेझिन सँडिंग बेल्ट उच्च-गुणवत्तेचे सिंथेटिक रेझिन\उच्च-शक्तीचे सूती कापड आणि उच्च-गुणवत्तेचे अपघर्षक बनलेले आहे.किंमत तुलनेने जास्त आहे, परंतु ते पोशाख-प्रतिरोधक आहे आणि जोरदार जमिनीवर असू शकते.जेव्हा हाय-स्पीड ऑपरेशन, मोठे कटिंग आणि उच्च-परिशुद्धता ग्राइंडिंग आवश्यक असते तेव्हा हे कामावर अवलंबून असते.वरील तीन प्रकारचे सँडिंग बेल्ट कोरड्या पीसण्यासाठी योग्य आहेत आणि ते तेलात ग्राउंड देखील असू शकतात, परंतु ते पाणी प्रतिरोधक नाहीत.
④ वर नमूद केलेल्या सँडिंग बेल्टच्या तुलनेत, पाणी-प्रतिरोधक सँडिंग पट्ट्यांमध्ये कच्च्या मालासाठी जास्त आवश्यकता असते आणि उत्पादन प्रक्रिया अधिक क्लिष्ट असते, परिणामी कमी उत्पादन आणि किमती जास्त असतात.यात रेझिन सँडिंग बेल्टची वैशिष्ट्ये आहेत आणि ते थेट वॉटर कूलंट ग्राइंडिंगसाठी देखील वापरले जाऊ शकते.
(3).मूलभूत सामग्रीची निवड:
कागदाचा आधार
सिंगल-लेयर लाइटवेट पेपर 65-100g/m2 हा हलका, पातळ, मऊ, कमी तन्य शक्ती आणि कमी किमतीचा आहे.हे मुख्यतः बारीक पीसण्यासाठी किंवा मध्यम ग्राइंडिंगसाठी वापरले जाते, मॅन्युअल किंवा व्हायब्रेटरी सँडिंग मशीनसाठी योग्य.कॉम्प्लेक्स-आकाराच्या वर्कपीसचे पॉलिशिंग, वक्र लाकूडवेअर सँडिंग, धातू आणि लाकूड फिनिशचे पॉलिशिंग, आणि अचूक उपकरणे आणि मीटर पीसणे इ.
बहु-स्तर मध्यम आकाराचा कागद 110-130g/m2 जाड, लवचिक आणि हलक्या वजनाच्या कागदापेक्षा जास्त तन्य शक्ती आहे.शीट-आकाराचे आणि रोल-आकाराचे सॅंडपेपर तयार करण्यासाठी मॅन्युअल किंवा हाताने पकडलेल्या पॉलिशिंग मशीनसाठी वापरले जाते.मेटल वर्कपीसचे डस्टिंग आणि पॉलिशिंग, लाकूड फर्निचरचे सँडिंग, प्राइमर पुटी पॉलिशिंग, लाखेचे मशीन पॉलिशिंग, घड्याळ केस आणि उपकरणे पॉलिश करणे इ.
मल्टि-लेयर हेवी-ड्यूटी पेपर 160-230g/m2 जाड, लवचिक, उच्च तन्य शक्ती, कमी लांबपणा आणि उच्च कडकपणा आहे.मशीनिंगसाठी पेपर सँडिंग बेल्ट तयार करण्यासाठी वापरला जातो.हे ड्रम सँडर, वाइड बेल्ट सँडर आणि सामान्य बेल्ट ग्राइंडरसाठी योग्य आहे, प्रामुख्याने प्लायवुड, पार्टिकलबोर्ड, फायबरबोर्ड, लेदर आणि लाकूडवेअरवर प्रक्रिया करतात.
कापडाचा आधार
हलके कापड (टवील), अतिशय मऊ, हलके आणि पातळ, मध्यम तन्य शक्ती.मॅन्युअल किंवा कमी-लोड मशीन वापरण्यासाठी.मेटल पार्ट्स ग्राइंडिंग आणि रस्ट रिमूव्हल, पॉलिशिंग, ड्रम सँडिंग मशीन प्लेट प्रोसेसिंग, सिलाई मशीन फ्रेम प्रोसेसिंग, लाइट-ड्यूटी सँडिंग बेल्ट.
मध्यम आकाराचे कापड (खडबडीत टवील), चांगली लवचिकता, जाड आणि उच्च तन्य शक्ती.सामान्य मशीन सँडिंग बेल्ट, आणि हेवी-ड्युटी सँडिंग बेल्ट, जसे की फर्निचर, टूल्स, इलेक्ट्रिक इस्त्री, वाळूचे स्टील शीट आणि इंजिन ब्लेड प्रकार ग्राइंडिंग.
हेवी-ड्यूटी कापड (सॅटिन) जाड असते आणि तानेच्या दिशेने असलेल्या वेफ्टच्या दिशेने जास्त ताकद असते.हे हेवी-ड्युटी ग्राइंडिंगसाठी योग्य आहे.मोठ्या-क्षेत्राच्या प्लेट्सवर प्रक्रिया करण्यासाठी वापरला जातो.
संमिश्र आधार
विशेषतः जाड, उच्च सामर्थ्य, सुरकुत्या विरोधी, तन्यरोधी आणि ब्रेकेज विरोधी.हेवी-ड्यूटी सँडिंग बेल्ट, विशेषत: गिलोटिन बोर्ड, फायबरबोर्ड, प्लायवुड आणि इनलेड फ्लोअरिंगच्या ग्राइंडिंग प्रक्रियेसाठी योग्य आहे. स्टीलचा कागद अत्यंत जाड आहे, उच्च ताकद, कमी वाढवणारा आणि चांगला उष्णता प्रतिरोधक आहे.मुख्यतः वाळूच्या चकती, वेल्डिंग सीम, गंज काढणे, धातूची त्वचा आणि ऑक्साईड थर काढणे इत्यादीसाठी वापरले जाते.
4. अपघर्षकांची निवड:
सामान्यतः ही उच्च तन्य शक्ती असलेली वर्कपीस सामग्री असते.अधिक कडकपणा, उच्च दाब प्रतिरोध, क्रशिंगसाठी मजबूत प्रतिकार, उच्च तापमान प्रतिरोध आणि रासायनिक स्थिरतेसह कोरंडम अपघर्षक निवडा;

कमी तन्य शक्ती आणि उच्च कडकपणा असलेल्या धातूच्या आणि नॉन-मेटल वर्कपीससाठी, उच्च कडकपणा, उच्च ठिसूळपणा आणि नाजूकपणा असलेले सिलिकॉन कार्बाइड अॅब्रेसिव्ह निवडा, जसे की: काच, पितळ, चामडे, रबर, सिरॅमिक्स, जेड, पार्टिकलबोर्ड, फायबरबोर्ड इ.

5.सँडिंग बेल्ट वापरण्यापूर्वी उपचार:
सँडिंग बेल्ट वापरताना, चालण्याची दिशा सँडिंग बेल्टच्या मागील बाजूस चिन्हांकित केलेल्या दिशेशी सुसंगत असावी, जेणेकरून ऑपरेशन दरम्यान सँडिंग बेल्ट तुटण्यापासून किंवा प्रोसेसिंग प्लांटच्या वर्कपीसच्या पृष्ठभागाच्या गुणवत्तेवर परिणाम होऊ नये.सँडिंग बेल्ट पीसण्यापूर्वी काही मिनिटे फिरवावा आणि सँडिंग बेल्ट सामान्यपणे चालू असताना ग्राइंडिंग सुरू केले पाहिजे.

सँडिंग बेल्ट वापरण्यापूर्वी सस्पेंड केला पाहिजे, म्हणजेच पॅक न केलेला सँडिंग बेल्ट 100-250 मिमी व्यासाच्या पाईपवर टांगला पाहिजे आणि त्याला 2 ते 3 दिवस लटकवू द्या.पाईप व्यासाची निवड सँडिंग बेल्टच्या धान्य आकारानुसार निश्चित केली पाहिजे.फाशी देताना, संयुक्त पाईपच्या वरच्या टोकाला असावे आणि पाईप आडवे असावे.
पोस्ट वेळ: जून-03-2019